- У вас нет товаров в корзине
- Продолжить покупки
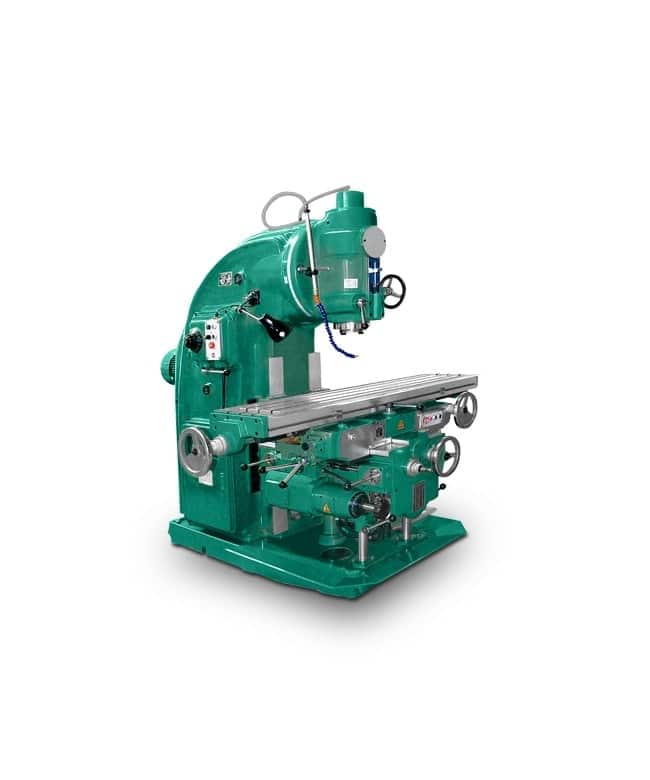
Консольный вертикальный фрезерный станок X5040
| Размер стола | 1700х400 мм |
| Максимальная нагрузка на рабочий стол | 1000 кг |
| Расстояние от торца шпинделя до поверхности стола | 130-515 мм |
Консольный вертикальный фрезерный станок
С помощью вертикальных консольно-фрезерных станков можно эффективно обрабатывать пазы, углы, рамки, а также наклонные и горизонтальные поверхности.
Консольно-фрезерные станки отличаются наличием консольного элемента, который перемещается в вертикальном направлении и несет на себе рабочий стол.
Особенностью консольно-фрезерного станка является то, что в основном на таком фрезерном станке интенсивно движутся консольные плиты со столами с жестко закрепленными на них заготовками.
Шпиндель с режущим инструментом на таком станке находится в относительно статичном состоянии. Консольно-фрезерные станки ЧПУ предназначены для серийного выпуска деталей изогнутых форм и сложных конфигураций в условиях небольших и средних производств.
Мощность привода и жесткость конструкции консольно-вертикального фрезерного станка гарантирует, что его вертикально фрезерный инструмент способен эффективно обрабатывать твердосплавные металлы. Вертикально работающий шпиндель может поворачиваться по отношению к рабочей плоскости консольно фиксированного стола под любым углом. Это делает консольные станки достаточно универсальными агрегатами, которые способны решать сложные задачи точной обработки заготовок из различных материалов.
Чтобы уточнить характеристики оборудования, узнать цены на станок лазерной резки с ЧПУ в нужной комплектации – оформите заказ на сайте или оставьте сообщение менеджерам компании TOPSTANKI.
Технические характеристики
| Промежуток х Ширина х Количество Т-образных пазов, мм х мм х шт | 90х18х3 |
| Продольное перемещение, мм | 900 |
| Поперечное перемещение, мм | 315 |
| Вертикальное перемещение, мм | 385 |
| Диапазон продольной подачи, мм/мин | 23.5~1180/18 |
| Диапазон поперечной подачи, мм/мин | 23.5~1180/18 |
| Диапазон вертикальной подачи, мм/мин | 8~394/18 |
| Автоматическое продольное перемещение, мм | 880 |
| Автоматическое поперечное перемещение, мм | 300 |
| Автоматическое вертикальное перемещение, мм | 365 |
| Скорость быстрых продольных перемещений, мм/мин | 2300 |
| Скорость быстрых поперечных перемещений, мм/мин | 2300 |
| Скорость быстрых вертикальных перемещений, мм/мин | 770 |
| Тип направляющих оси Х | ласточкин хвост |
| Тип направляющих оси Y | прямоугольные |
| Тип направляющих оси Z | ласточкин хвост |
| Диапазон/ Кол-во скоростей вертикального шпинделя | 30~1500/18 |
| Конус вертикального шпинделя (7:24) | ISO50 |
| Расстояние от оси верт. шпинделя до направляющих колонны, мм | 450 |
| Количество шпинделей | 1 |
| Диаметр оправки инструмента, мм | 32, 50 |
| Максимальный угол вращения вертикальной фрезерной головки, град | +/-45 |
| Ход пиноли шпинделя, мм | 85 |
| Мощность э/д вертикального шпинделя, кВт | 11 |
| Мощность э/д подачи, кВт | 3 |
| Мощность э/д подачи СОЖ, кВт | 0.125 |