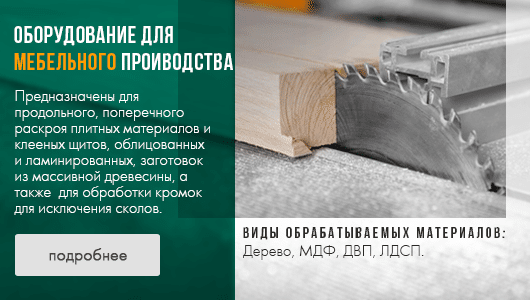
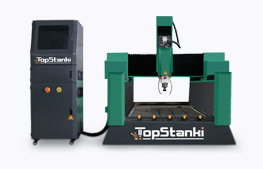
Высококачественное деревообрабатывающее оборудование – является ключевой составляющей многих производственных предприятий. Сфера применения станков достаточно широка и обхватывает как частные предприятия, так и промышленные производства. Правильный подбор оборудования способствует оптимизации технологических процессов и снижению затрат на производстве.
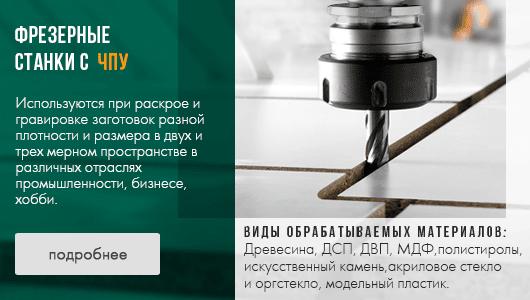
С помощью данного вида оборудования можно обрабатывать разнообразные изделия и заготовки из древесины посредством шлифовки, фрезеровки и сверления. Деревообрабатывающие станки имеют усовершенствованные функции работы и большинство процессов автоматизированы, что позволяет сократить время обработки, повысив качество деталей.
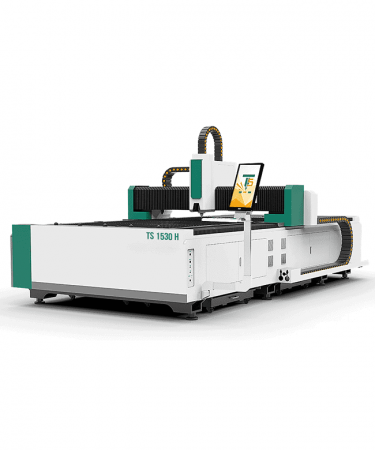
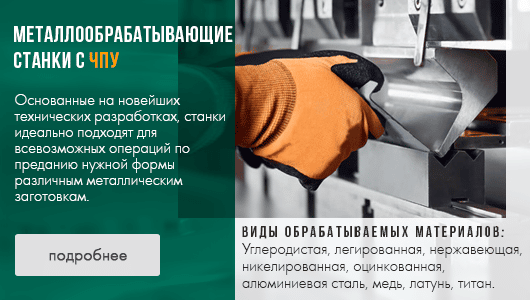
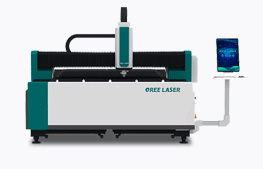
Оптоволоконные лазерные станки для лазерной резки металла разработаны производителем по самым современным и передовым технологиям в качестве недорогого и очень эффективного оборудования для предприятий любой величины.
Совершенно неограниченные возможности лазера обусловлены тем, что его луч практически не знает границ и способен передавать в любом материале любую задумку, которую только можно себе представить. Лазерная резка металла – это высокая производительность изготовления деталей за счет высокой плотности энергии и КПД лазерного излучателя, благодаря чему достигаются экономические и технологические преимущества использования этой технологии обработки материалов.
Оптоволоконные лазерные станки для лазерной резки металла разработаны производителем по самым современным и передовым технологиям в качестве недорогого и очень эффективного оборудования для предприятий любой величины.
Совершенно неограниченные возможности лазера обусловлены тем, что его луч практически не знает границ и способен передавать в любом материале любую задумку, которую только можно себе представить. Лазерная резка металла – это высокая производительность изготовления деталей за счет высокой плотности энергии и КПД лазерного излучателя, благодаря чему достигаются экономические и технологические преимущества использования этой технологии обработки материалов.
Ничто так не убеждает– в покупке оборудования, как реальный опыт наших клиентов. В этом разделе вы можете просмотреть серию отзывов на различное оборудование.
Более того, мы можем организовать посещение производств наших клиентов и вы лично оцените мощности и надежность оборудования, а также пообщаетесь с операторами, которые поделятся нюансами эксплуатации.
Хотим отметить тенденцию к тому, что все больше крупных предприятий имеющих большой опыт эксплуатации европейского оборудования, сегодня переходят на станки произведенные в Китае. Приемлемое качество и цена сильный аргумент в пользу нашей товарной линейки.
– станкопромышленная компания. Мы поставляем на Российский рынок станки с ЧПУ для обработки металла, камня, дерева и пластика. Компания работает с 2010 года и зарекомендовала себя в качестве компетентного и ответственного партнера. Мы стремимся к долгосрочному сотрудничеству и строго выполняем все взятые на себя обязательства. Благодаря удобному географическому расположению в г. Екатеринбурга – в самом центре России, а также благодаря развитой собственной сети дилерских центров, мы гарантируем своим клиентам минимальные сроки поставки оборудования.
Шоу-рум. (онлайн)
Современные технологии позволяют посетить наш шоу-рум в онлайн режиме. Это по сути окно, через которое вы можете получить первые визуальные впечатления о нашем оборудовании.
Шоу-рум. (офлайн)
Мы предлагаем оставить заявку на персональную демонстрацию оборудования, встретившись с нашим менеджером и техническим специалистом, непосредственно в шоу-руме по адресу г. Екатеринбург ул. Черняховского 69/1.