- У вас нет товаров в корзине
- Продолжить покупки
Периодически к специалистам нашей компании по подбору оборудования, в том числе и ко мне лично, поступают запросы касательно станков предназначенных, прежде всего для раскроя “толстой” фанеры (от 10 до 15 мм, бывало даже до 22 мм).
Большинство читающих эту статью людей из тех, кто сталкивался или прорабатывает эту тему, могут сказать то, что для этой задачи наиболее оптимальным решением будет использование фрезерных станков с ЧПУ. Однако я не зря поднял вопрос об использовании для раскроя фанеры от 10 мм и толще именно лазерно-гравировальных станков с ЧПУ (в номенклатуре нашей компании это, прежде всего, станки марки TS). Все объясняется тем, что этот вариант выбора оборудования не является утопичным, а, в некоторых случаях, является самым разумным.
Давайте попробуем разобраться, что к чему.
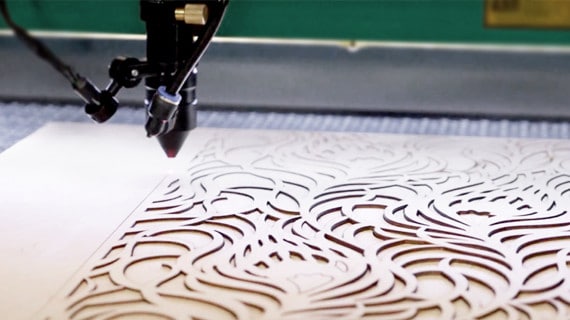
Одним из аргументов в пользу использования СО2 лазеров с ЧПУ для резки “толстой” фанеры является толщина реза. Суть: толщина сфокусированного лазерного луча не превышает 1 мм, а минимальная толщина фрезы (без ущерба по ресурсу указанного режущего инструмента и экстремальных нагрузок на шпиндель и механику фрезерных станков с ЧПУ), как правило, от 5 мм.


Следующим доводом в пользу применения для резки фанеры толщиной от 10 мм и более лазерно-гравировальных станков с ЧПУ заявляется качество торцов заготовок после обработки. Акцент на то, что при использовании для этих задач фрезерных станков с ЧПУ невозможно добиться идеально качества, в отличие от лазеров с ЧПУ. Этот довод лично мне кажется довольно спорным. Всё дело в том, что всё относительно. Надо понять главное: что в случае прожига лазером, что в случае резки фрезой, скорее всего, придется дорабатывать торцы заготовок (делать финишную шлифовку, а также, при необходимости, снимать фаски или скруглять). Само собой здесь не идёт разговор о тех случаях, когда технология позволяет не производить доработку торцов (например, если элементы из фанеры не выступают на фасадные части готовых изделий). С другой стороны лично мне пару раз приходилось слышать от потенциальных покупателей нашего оборудования высказывания о том, что качество торцов изделий из фанеры после лазерной резки является допустимым для выполнения заказов из тех, которые относятся к довольно щепетильным в плане качества, в частности имеется в виду изготовление мебели для дошкольных (проще говоря, детских садов), общеобразовательных (школ, лицеев, гимназий), средних специальных (техникумом и колледжей), высших (различных ВУЗов) учебных заведений и т.д.
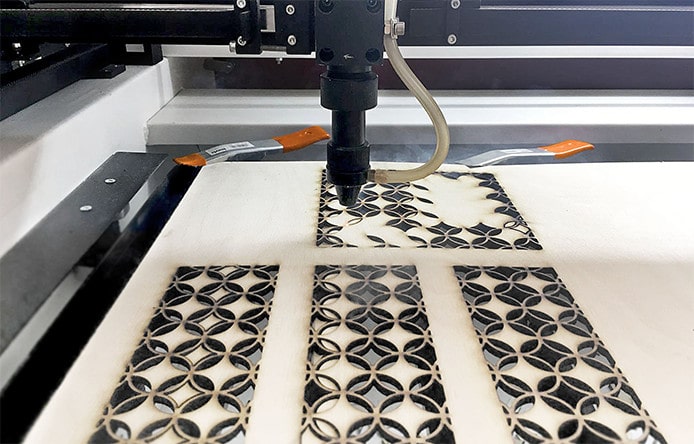
Ещё один момент, который, по мнению сторонников “лазерного пути” нужно учитывать – это отсутствие необходимости фиксации заготовок при резке “толстой” фанеры лазерно-гравировальными станками с ЧПУ. Тут тоже не всё однозначно. При идеальном качестве фанеры без вопросов – это является преимущество. А что может произойти если, допустим, лист фанеры имеет некую кривизну (это конечно больше свойственно материалу с толщиной до 6 мм, но всё же всякое может быть зная как в нашей стране могут относиться к качеству изготовления фанеры), а прижима к рабочему столу станка нет: при проходе лазерного луча по месту кривизны происходит изменение расстояние до заготовки, если конечно СО2 лазер с ЧПУ не оснащён блоком автофокусировки (а это довольно дорогостоящая опция и поэтому крайне редко указанные станки ею оснащаются), что может привести к недорезу. Неполное прорезание устраняется, как правило, повторным проходом, но это требует дополнительных временных затрат, что, естественно, выльется в потери по производительности. На фрезерных станках с ЧПУ как минимум есть механические прижимы (струбцины) для фиксации материала при резке, либо станки оснащены вакуумным прижимом. Естественно струбцины и вакуум не могут на 100% исключить возможность того же самого недореза, но это, прежде всего, зависит от правильного расположения струбцин и эффективного использования вакуумного прижима.
Стоит ещё отметить тот факт, что при резке фанеры фрезерами с ЧПУ может произойти смещение материала из-за механического контакта с фрезами. Это наиболее актуально в тех случаях, когда для фиксации применяются струбцины, и не предусмотрено каких-либо дополнительных фиксаторов. Либо это может случаться при слабой мощности вакуумного прижима.


Неким преимуществом применения, по сравнению с фрезерными станками с ЧПУ, для резки фанеры лазерно-гравировальных станков с ЧПУ является больший ресурс лазерной трубки в сравнении с фрезами. Газоразрядные трубки при правильной эксплуатации работают до 10000 часов, а это значит, несколько лет Вам не придется тратиться на периодическую (в зависимости от интенсивности использования оборудования) покупку режущего инструмента. Ресурс же фрез, пусть даже это будет алмазный инструмент, ограничен несколькими листами либо десятками листов (кому удобнее – можно исчислять в погонных метрах).
А сейчас несколько слов надо сказать о недостатках использования СО2 лазеров с ЧПУ для резки фанеры толщиной от 10 мм.
Ключевой здесь будет производительность. Для понимания (принимаем, что материал имеет толщину 10-12 мм): лазерно-гравировальные станки с ЧПУ с самыми известными одноконтурными лазерными трубками марки RECI либо EFR Lasea, при номинальной мощности 130 Вт, будут его резать со скоростью максимум 1 м/мин, а относительно простой по комплектации фрезерный станок с ЧПУ со шпинделем мощностью 5,5-6 кВт эту же операцию будет делать на скорости 5 м/мин. Если же “подбираться” на лазерах с ЧПУ к такому же скоростному режиму как у фрезеров, то потребуется уже более мощная многоконтурная лазерная трубка (мощностью порядка 600 Вт), а также более мощное вспомогательное оснащение (система её охлаждения (чиллерами), обдув зоны резания (компрессор) и вытяжная вентиляция (чаще вентилятор типа “улитка”). Всё это очень существенно сказывается на конечной стоимости станка. За аналогичную цену можно будет купить или несколько “простых” (и этим увеличить производительность участка раскроя) либо “продвинутый” фрезер с ЧПУ (который также может обеспечить значительный “прирост” по скорости резки).
Здесь, учитывая тематику, связанную с раскроем “толстой” фанеры, будет уместным упомянуть недавний практический опыт пробной резки фанеры 15 мм на фрезерном станке с ЧПУ TS2040 (рабочее поле 2100*4000 мм, ручная смена инструмента) в шоу-руме нашей компании организованной по просьбе одного из наших потенциальных покупателей. Акцент был сделан на качество. Были произведены следующие варианты резки:
- скорость резки 8 м/мин, обороты шпинделя 18000 об/мин, трехзаходная прямая фреза класса DJTool (производства Китай) диаметром 12 мм. Полученное качество реза приближенно к идеальному;
- скорость резки и фреза те же, обороты шпинделя повышены до 24000 об./мин. Полученное качество реза почти не отличим от п.1;
- скорость резки снижена до 6 м/мин, фреза как в п.1, обороты как в п.2. Качество полученного реза чуть выше, чем в п.1 и 2.;
- скорость резки 5 м/мин, обороты шпинделя 18000 об./мин, однозаходная компрессионная фреза DJTool диаметром 8 мм. Качество реза нормальное, но несколько уступает тому, что было достигнуто при использовании трехзаходной прямой фрезы.
Надо ещё добавить информацию о том, что станок, на котором осуществлялись указанные пробные резки, имел некоторое опциональное оснащение в отличие от “базовых” машин, а именно:
а) система управления – DSP пульт Weihong NK105G2;
б) гибридные сервомоторы (они же сервогибриды) по всем осям.
Эти две опции в сравнении со станками, оснащёнными системой управления NC Studio 5-ой версии и с шаговыми приводами по всем осям, дают конечно “прирост” по скорости резки, но не столь глобальный, как думают некоторые из наших потенциальных покупателей.
А сейчас возвращаемся к “минусам” использования лазерно-гравировальных станков с ЧПУ для раскроя фанеры от 10 мм и более.
Ещё одним немаловажным нюансом является то, что по истечении ресурса газоразрядной трубки надо быть готовым к существенным материальным затратам по её замене. Особенно это касается многоконтурных лазерных трубок. Ресурс же использования шпинделей на фрезерных станках с ЧПУ в разы больше, само собой при правильной эксплуатации оборудования и использовании качественного инструмента.
Фрезера с ЧПУ имеют преимущество и в плане ремонтопригодности шпинделей в сравнении с лазерными трубками (здесь я снова делаю акцент на многоконтурные мощностью от 220 Вт). Чаще всего возникшие проблемы со шпинделем решаются заменой подшипников внутри него. В свою очередь в большой части поломки лазерных трубок приводят к необходимости их замены. Даже если случилось так, что и шпиндель подлежит замене, то и здесь цена вопроса не пойдет ни в какое сравнение с ценой замены лазерной трубки. Учитывая то, что лазерные станки с ЧПУ с такими мощными лазерными трубками не получили массового применения, как фрезерные станки с ЧПУ, то и с наличием на складах в России многоконтурных лазерных трубок тоже могут возникнуть проблемы, что, в свою очередь, прямым образом скажется на времени “простоя” производственного участка (если конечно заранее не был решён вопрос по резервной трубке). С теми же шпинделями, как показывает практика, такой проблемы нет.
Напоследок надо сказать то, что СО2 лазеры с ЧПУ ограничены сугубо раскроем, они не позволят снимать фаски или скруглять торцы заготовок, в отличие от фрезеров с ЧПУ (понятное дело, в случае применения последних, надо четко понимать целесообразно ли это, возможно проще эти операции делать на вспомогательном оборудовании, например ручными или стационарными фрезерами без ЧПУ, либо на этих же фрезерах с ЧПУ, но уже как отдельными операциями).
Мне очень хочется верить в то, что данная статья поможет вам принять правильное решение при подборе оборудования для раскроя фанеры от 10 мм и толще.
Пользуясь случаем, приглашаем вас посетить шоу-рум станков, который находиться по адресу: г. Екатеринбург, ул. Черняховского, д. 69 (о своём желании приехать просим вас уведомить нас заранее).
И наконец, ссылка на описание лазерно-гравировальных станков с ЧПУ марки TS
https://topstanki.ru/product-category/lazerno-gravirovalnye-stanki-so2/




